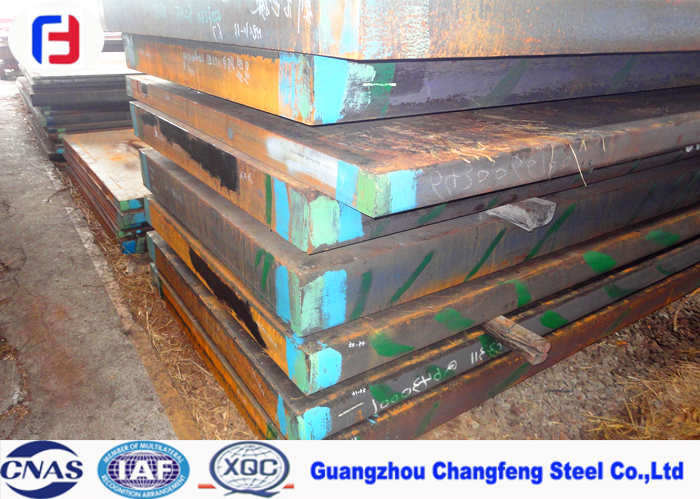
Bonne plaque d'acier en plastique laminée à chaud du moule P20 de la représentation 1,2311/et barre ronde
3Cr2Mo, 1,2311, propriétés mécaniques en acier du moule P20
| Propriétés |
Métrique |
| Dureté, Brinell (typique) |
300 |
| Dureté, Rockwell C (typique) |
30 |
| Résistance à la traction, finale |
965-1030 MPA |
| Résistance à la traction, rendement |
827-862 MPA |
| Élongation à la coupure (dans 50 millimètres (″ 2)) |
20,00% |
| Résistance à la pression |
MPA 862 |
| Impact de Charpy (entaille en V) |
27.1-33.9 J |
| Le coefficient de Poisson |
0.27-0.30 |
| Module élastique |
190-210 GPa |
1, caractéristiques
a, bonne uniformité de dureté et propriété de polissage, bons usinant des propriétés.
b, bonne représentation machanical intégrale quand sous la résistance à la corrosion à hautes températures et élevée
c, bonne résistance à la chaleur et fatigue-résistance, comportement mécanique très élevé, coupant la propriété mécanique.
d, Pré-durci à HRC28-32, peut être directement employé sur le moule traitant, raccourcissent la période de construction.
e, haut putity et structure homogène de la plus grande base de production de l'esr de la Chine pour sa condition stricte dans le processus entier de l'exploitation, fonte, dégazéification sous vide, esr, pièce forgéee, recuit, inspection.
2, catégories équivalentes
| Gigaoctet |
DIN |
AISI |
JIS |
| 3Cr2Mo |
1,2311 |
P20 |
PDS-3 |
3, composition 3Cr2Mo 1,2311 P20 chimique (% poids)
| Catégorie en acier |
C |
SI |
Manganèse |
Cr |
MOIS |
S |
P |
| 1,2311 |
0.35-0.45 |
0.20-0.40 |
0.60-1.00 |
1.80-2.10 |
0.30-0.55 |
≤0.003 |
≤0.030 |
| P20 |
0.35-0.45 |
0.20-0.40 |
0.60-1.00 |
1.80-2.10 |
0.30-0.55 |
≤0.003 |
≤0.030 |
| PDS-3 |
0.35-0.45 |
0.20-0.40 |
0.60-1.00 |
1.80-2.10 |
0.30-0.55 |
≤0.003 |
≤0.030 |
4, taille disponible (millimètres)
| Taille de plat (millimètre) |
Taille de barre plate (millimètres) |
Taille de barre ronde (millimètre) |
| Épaisseur |
Largeur |
Longueur
|
Épaisseur |
Largeur |
Longueur |
Diamètre |
Longueur |
| 10-700 |
1600-2200 |
4000-10000 |
10-700 |
155-2200 |
2000-6000 |
20-200 |
2000-6000 |
5, emballant : Emballage standard d'exportation ou selon la demande

TRAITEMENT THERMIQUE de 1,2311 P20 PDS-3 3CR2Mo
Forge : De l'acier en plastique du moule P20 sont forgés à 1093°C (2000°F) vers le bas à 899°C (1650°F). Pièce forgéee au-dessous de 871°C (1600°F) n'est pas recommandé pour ces aciers.
Recuit : Le recuit a lieu à 760-788°C (1400 1450°F) et alors les aciers sont refroidis lentement dans le four à une température moins que 4°C (40°F) par heure.
Recuit de stabilisation : Quand des matrices sont fortement usinées, nous recommandons de stabiliser juste avant que finition usinant afin de soulager des tensions de usinage. La chaleur à 460-500°C. imbibent bien et laissent se refroidir dans le ciel.
Durcissement : Chauffez l'acier uniformément à 820-840°C jusqu'à traversant passionné. Éteignez en huile.
Gâchage : Chauffez uniformément et imbibez à la température de gâchage pour au moins une heure par 25mm de la section. Laissez se refroidir en air immobile.
Carburation/durcissement par trempe : Les outils produits à partir du du pouvoir être le cas durci, qui peut réaliser une dureté extérieure de 55 à 59 HRc.
Tufftriding : À 570ºC tufftriding 1,2311 de l'acier à outils de P20 PDS-3 3CR2Mo donnera une dureté extérieure approximativement de 700HV. Permettre à deux heures de traitement la couche dure extérieure sera approximativement 0.1mm.
Chromage dur : Pour éviter la fragilisation par l'hydrogène P20 devrait être gâchée pendant 4 heures à 180°C pendant 4 heures après le chromage dur
Flamme/durcissement d'induction : La flamme ou le durcissement d'induction de P20 réalisera une dureté de 50 à 55HRc. Le refroidissement à l'air est préférable, bien que de plus petits composants puissent exiger le refroidissement obligatoire. Humeur juste après le durcissement.
Travail à froid : L'acier en plastique du moule P20 sont capable d'être aisément froid travaillé à l'aide des méthodes conventionnelles d'outillage avec l'alliage en état recuit.
Soudure : Des méthodes conventionnelles sont employées pour la soudure de l'acier en plastique du moule P20.
Formation : De l'acier en plastique du moule P20 peut être aisément constitué par des méthodes conventionnelles en état recuit.
Usinabilité : L'acier en plastique du moule P20 ont l'excellente usinabilité à environ 80% qui de l'eau durcissant des aciers.
 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!